Please refer to another page of our website link for 2nd-hand machines: Pre-owned CNC Lathe
[Automatic Lathe]
Please refer to what we suggested for the customer:
2 workpiece v.s CAMs Options
|
CAM for Workpiece
|
Shaft rotating speed (R.P.M)
|
Output
(pcs/min)
|
Plate CAM
|
Bell CAM
|
Interval for exchanging
|
|
(Option-1) Fixing/Closed type of cam
|
|
(A) workpiece-A
|
We don’t suggest adopting closed type of cam due to it’s too complex and easy to incur injuring of the operator’s hands while exchanging!
|
|
(B) workpiece-B
|
|
(Option-2) Moveable/Opened type of cam
|
|
(A) workpiece-A
Ø4.18 x 17mm
Embossing area: Length: 3mm
Pitch: ? (Pending)
|
(embossing)
4072
|
5.6
(Sum1214)
|
Discrepant cost to make 2pcs plate cam become opened type:
US$–x2
=US$—
|
To design 4pcs of bell cam (closed type) can run for both of
A & B
|
(B to A)
About 3-5mins
|
|
(w/o embossing); *Embossing by the table lathe
6967 r.p.m.; output: 12.5 pcs / min (Sum1214)
Table lathe price: US$—–
|
|
|
(B) workpiece-B
Ø2.89 x 12.6mm
|
5339
|
8.2
(Sum1214)
|
(A to B)
3-5mins
|
|
[MEMO]
(1) 1set of automatic lathe is equipped with closed type of “Plate Cam” x 8pcs+“Bell Cam” x 4pcs
(2) 2pcs of plate cam (closed type) should be upgraded into opened type, which is for workpiece-B!
(3) It requires 2 more pcs of opened type of plate cams for workpiece-A:
–one is cutting-plate-cam (US$–)
–another is embossing-plate-cam (US$–)
(4) The total additional cost will be US$— (US$— + US$– + US$–)
|
|
(Option-3) Universal cam
|
|
workpiece-A & B
|
(embossing)
4072
|
5.6
(Sum1214)
|
Fixing type of plate cam x 8pcs
|
Fixing type of bell cam x 4pcs
|
No need to exchange
|
|
(w/o embossing); *Embossing by the table lathe
5339 r.p.m.; 8.2 pcs / min (Sum1214)
|
[Explanation]
1) Output (minutely throughput)
(A) Above-mentioned output (pcs/min) is estimated under normal situation and based on TW free-cutting steel (sum1214). The real output is subject to review upon test run!
(B) We’ve still got no idea about the output by your steel AS12XN!
2) As per Option-1:
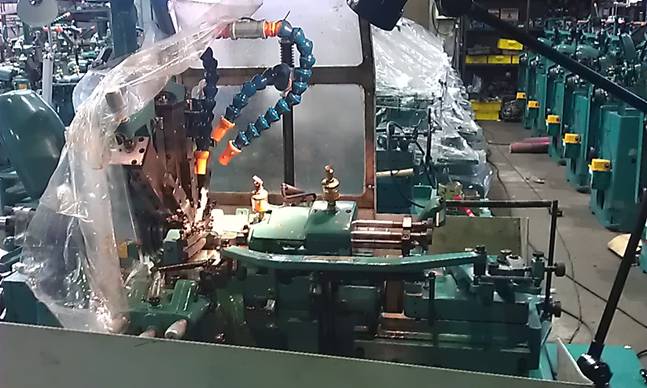
(A) Closed/Fixing type of CAM v.s Opened/Moveable type of CAM
(Pls refer to the following 2 pics for your better understanding of the discrepancies…)
(B) We don’t suggest adopting closed type of cam due to it’s too complex and easy to incur injuring of the operator’s hands while exchanging!
On July/19, I visited the manufacturer’s factory to see how to exchange the closed type of cams…
Then, I think no sense to promote such this option for any of the customers due to the better choice of opened type; and the discrepant cost is just a little…
(Pls refer to the following 2 pics for your better understanding…)

So many accessories should be disassembling and assembling again!!!
3) As per Option-2:
(A) In order to ensure the production efficiency, let’s say to make workpiece–A itself has its own maximum output and workpiece-B itself has its own maximum output; we strongly recommend the customer to adopt this option-2!
(B) The total additional cost will be US$—
4) As per Option-3:
Due to it’s an universal cam; so
(Either) workpiece-A production rate will be impeded by workpiece-B (processing procedure of workpiece-B is more than workpiece-A)
(Or) workpiece-B production rate will be impeded by workpiece-A (because workpiece-A requires embossing process)
5) Embossing procedure
(A) Embossing wheel – embossing area is processed by a device called “embossing wheel”!
In order to provide you with the suitable embossing wheel, the manufacturer asks the customer about what’s the pitch of embossing???
(B) Table Lathe
The manufacturer’s technician suggested the customer may purchase another small machine called “table lathe” for especially processing “embossing job”, which can increase the production rate a lot!
(Pls refer to the above-mentioned comparison list…)
–(Option-2) Moveable/Opened type of cam
Embossing by the ordered automatic lathe, output is 5.6pcs/min
Embossing by table lathe, output of workpiece-A is 12.5pcs/min
–(Option-3) Universal cam
Embossing by the ordered automatic lathe, output is 5.6pcs/min
Embossing by table lathe, output is 8.2pcs/min
6) Automatic Bar Feeder (3M v.s 4M)
7) The customer’s technician should come to TW…
Such this automatic lathe requires very high technology of operators!
We strongly suggest that the customer’s technician come to TW before shipment, for test run, inspection, some technical issues discussing and technical exchange in order to prevent all of us from any problem or argument happened in the future!
Inspection/Test Run
Packaging/Shipment




[CNC Mill-turn Combined Machine Tool]
|
Model
|
Plasteam – CNC Mill-turn Combined Machine Tool
|
|
Capacity
|
|
床面最大旋徑Swing Over Bed
|
Ø600mm
|
|
鞍面最大旋徑Swing Over Spindle
|
Ø360mm
|
|
最大加工外徑Max. Turning Diameter
|
Ø310mm
|
|
最大加工長度Max. Turning Length
|
775mm
|
|
Spindle
|
|
主軸鼻端Spindle Nose
|
A2-8
|
|
主軸夾頭尺寸Chuck Size
|
[3-Jaw] – 10”(STD) / 12” (Option)
|
|
主軸通孔徑Spindle Bore Hole
|
Ø92mm
|
|
主軸轉速Spindle Speed
|
3500rpm
|
|
主軸馬力Spindle Motor
|
20HP (15kw)
|
|
棒材通孔徑Bar Capacity
|
Ø76mm
|
|
Sub-Spindle
|
|
副主軸鼻端Sub-Spindle Nose
|
A2-5
|
|
副主軸夾頭尺寸Chuck Size
|
6” (STD) / 8” (Option)
|
|
副主軸通孔徑Sub-Spindle Bore Hole
|
Ø56mm
|
|
副主軸轉速Sub-Spindle Speed
|
4500rpm / 6000rpm (Option)
|
|
副主軸馬力Sub-Spindle Motor
|
7.5HP (5.5kw)
|
|
棒材通孔徑Bar Capacity
|
Ø45mm
|
|
行程Travel
|
|
Z Axis Travel
|
730mm
|
|
X Axis Travel
|
195 (20+175)mm
|
|
Y Axis Travel
|
+/-50mm
|
|
ZB/Z2 (Sub-Spindle) Axis Travel
|
730mm
|
|
快送速度Rapid Feed Rate
|
|
Z Axis Rapid Traverse
|
24M/min
|
|
X Axis Rapid Traverse
|
20 M/min
|
|
Y Axis Rapid Traverse
|
10 M/min
|
|
Sub-Spindle Rapid Traverse
|
24M/min
|
|
Turret
|
|
刀數Number of Tools
|
12units
|
|
車刀尺寸Turning Tool Size
|
□25mm à VDI40(MT)
|
|
搪刀尺寸Boring Tool Size
|
Ø40mm (STD) / Ø50mm (Option)
|
|
刀塔規格Power Turret
|
TBMR 200 (BARUFFALDI)
|
|
分度方式Indexing Type
|
Servo
|
|
刀座規格Tool Holder
|
40mm (MT); Tool holder: VDI40(MT)
|
|
端銑能力End Milling Capacity
|
Ø20x10x40mm/min
|
|
攻牙能力Tapping Capacity
|
M16mm x 2p
|
|
鑽孔能力Drilling Capacity
|
Ø20×0.2mm/rev
|
|
換刀時間Tool to Tool Change Time
鄰刀(Neighbor Tool)
|
0.3sec
|
|
換刀時間Tool to Tool Change Time
最遠刀(Furthest Tool)
|
0.9sec
|
|
動力刀座轉速
Driven Tool Holder Speed
|
4000rpm
|
|
Driven Tool Holder
動力刀塔馬力
|
5HP (3.7KW)
|
|
(Equipped with Sub-Spindle); then without Tailstock
1) This CNC Lathe is NOT equipped with TAILSTOCK due to “Sbub-Spindle” equipped!!!
2) So, 1.25M length of bar needs bar feeder!!!
|
|
尾座行程Tailstock Travel
|
830mm
|
|
心軸行程/套管移動Quill Travel
|
100mm
|
|
心軸外徑Quill Diameter
|
Ø85mm
|
|
頂心錐度Center Taper
|
5MT
|
|
頂心驅動方式Quill Driven
|
Hydraulic
|
|
尾座驅動方式Tailstock Driven
|
ZB axis (for sub-spindle)
|
|
Others
|
|
佔地面積Floor Space
|
3350x1955x2385mm (W/O Chip Conveyor)
4300x1955x2385mm (W/Chip Conveyor鐵屑輸送機)
|
|
機型高度Machine Height
|
2385mm
|
|
機型淨重Machine Net Weight
|
6700kg
|
|
Standard Equipment
|
|
Box Guide Way Slant Bed
|
300
|
|
Controller
|
Fanuc 0i-T Model D
|
|
Fanuc Motor
|
20HP (15kw)
|
|
Fanuc Monitor
|
Upgraded 10.4”
|
|
X.Z Servo Motor 3KW
|
X, Y, Z, ZB all 3kw
|
|
Hydraulic Rotary Cylinder
|
V
|
|
Full Splash Guard
|
V
|
|
Chuck Control Foot Switch
|
V
|
|
Leveling Screw & Pad
|
V
|
|
Heat Exchanger
|
V
|
|
Tool & Toolbox
|
V
|
|
Chip Conveyor & Cart
|
V
|
|
Y Axis Function
|
V
|
|
Cs Axis Function
(like limb / indexing function)
|
Main Spindle has Cs Axis
Sub-Spindle has Cs Axis
|
|
Spindle Disc Brake System
|
1 for Main Spindle;
1 for Sub-Spindles
|
|
Transformer 25 KVA
For 380V; 50Hz; 3phases
|
V
|
|
Cutting Tools
|
Bought from Plasteam Taiwan
|
|
Wooden Case
|
Metal/Wooden Combined Pallet for 40’HQ container
|
Packaging/Shipment





Installation/Start-Up/Commissioning

Due to the drawings/pictures were provided by the customers/manufacturers, which is chiefly concerned with some business confidential secrets and intellectual property rights; we need to make them vague without showing very detailed dimensions!
All specification and designs are subject to change without prior notice due to constant research and development.
Please feel free to contact us should you require any further details~